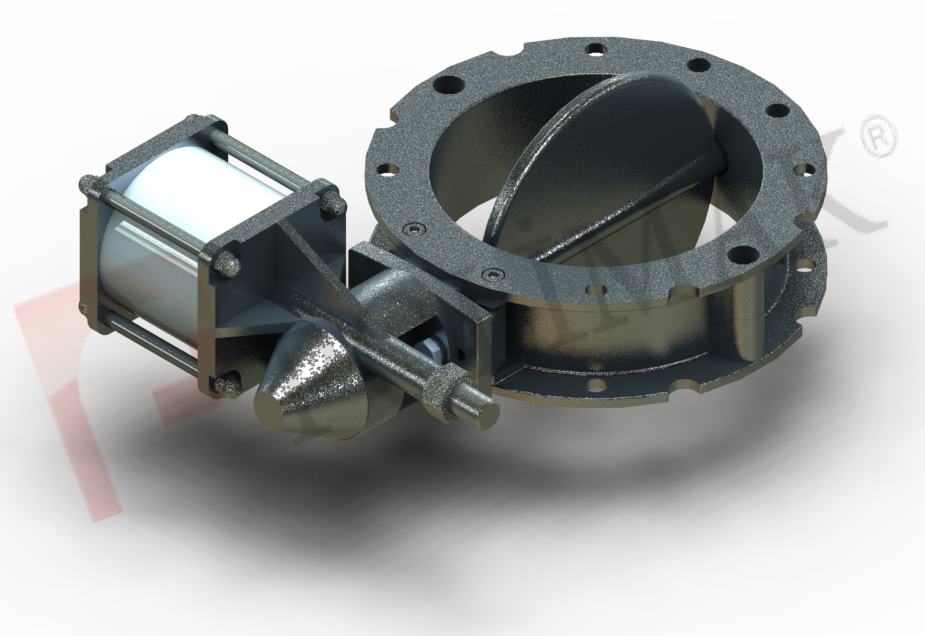
Butterfly valves are designed to provide an efficient method for controlling the flow of free flowing dry bulk materials. They are generally installed at the outlet of dry bulk storage bins, silos, hoppers, chutes, mechanical conveyors or any similar gravity discharge points. Heavy duty butterfly valves are suitable for installation on pneumatic conveying pipelines. Butterfly valves consist of a disc which rotates 90° in circular hollow body. When fully open, butterfly valve’s disc turns and becomes parallel to the flow direction, allowing minimum flow resistance. Bulk material in powdered, pellet, flake or granular form falls freely through the butterfly valve. When fully closed, butterfly valve’s disc is perpendicular to the flow direction and sealed against a seat. It functions as a shut-off valve and prevents the product flow completely with the aid of proper sealing.
Butterfly Valve Types
Double Flanged Butterfly Valves: There exist bolted flange connections in two sides of butterfly valve. Suitable to fit on silos, hoppers, screw feeders etc.
Single Flanged Butterfly Valves: One side of the valve has bolted flange connection. The other side has a built in short pipe suitable for fixing a flexible sleeve.
Wafer Type Butterfly Valves: Butterfly valve is sandwiched between two flanges. Rubber sealing at two faces of the valve provides tight seal between flanges and wafer butterfly valve.
Design Features and Benefits of Butterfly Valves
Used for bulk materials in powder, granule, flake and pellet form.
Low profile valve body design maintains a minumum flange-to-flange height to minimize space requirements. It adapts easily to new installations and retrofits.
Proper selection of butterfly swivel disc and seal material leads to problem free flow control of bulk solids.
Butterfly valve can be actuated while material is being discharged in gravity flow line.
DIN or ANSI flanges are available
Cast steel, cast aluminium butterfly valve designs available depending on application requirements.
Stainless steel, food grade butterfly valve models are avaliable for food and sanitary applications.
High temperature gravity discharge butterfly valve models up to 250C.
Can be operated by , pneumatic actuator, pneumatic piston , electrical drive or manual hand lever.
Built in limit switches and position indicators to check the valve position.
Custom designed butterfly valve models are available.
Atex certified gravity discharge butterfly valves are available
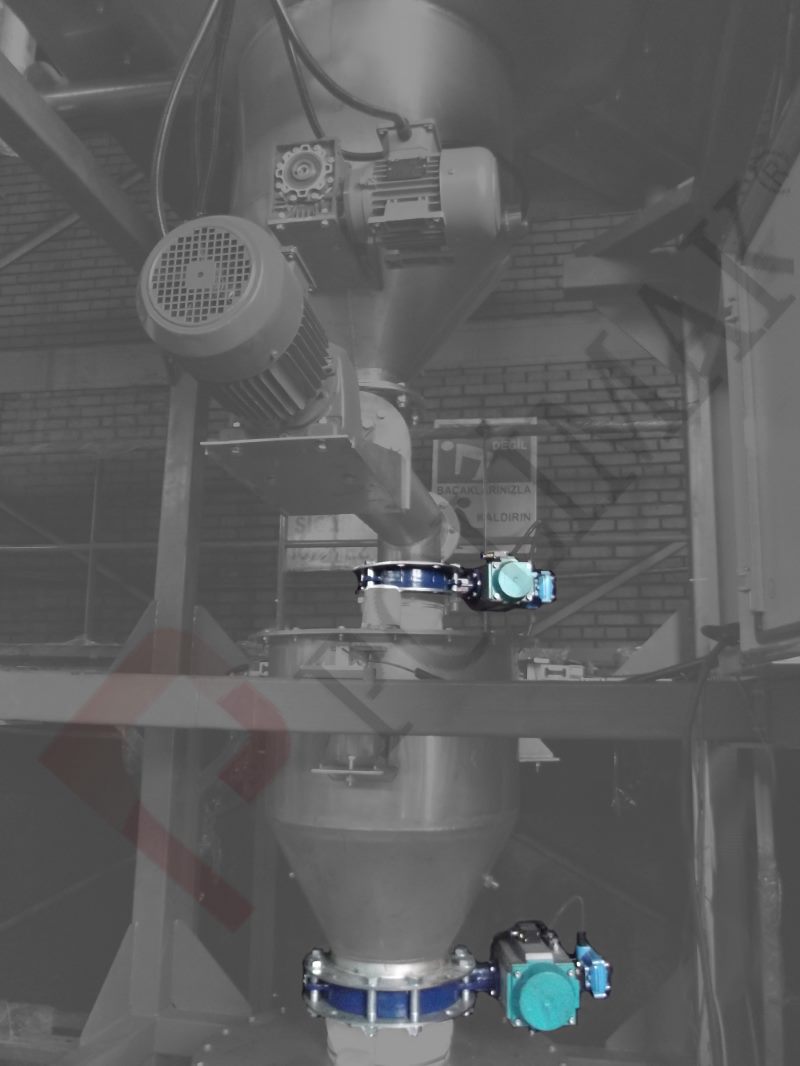
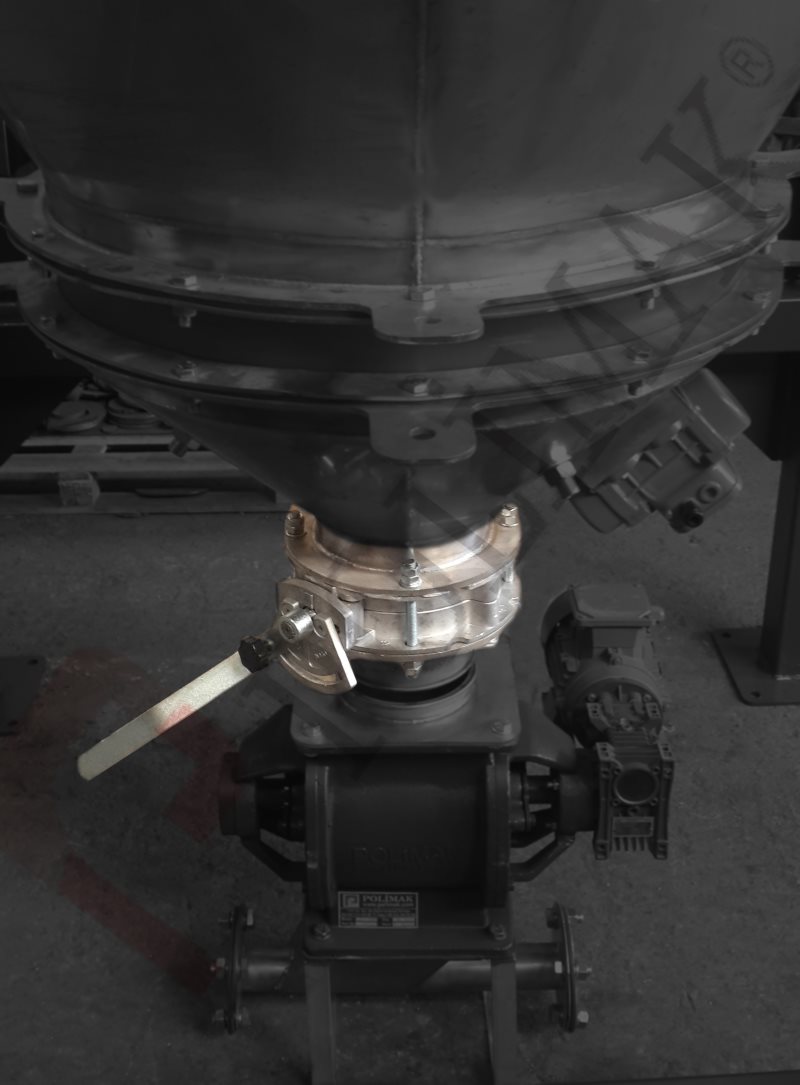
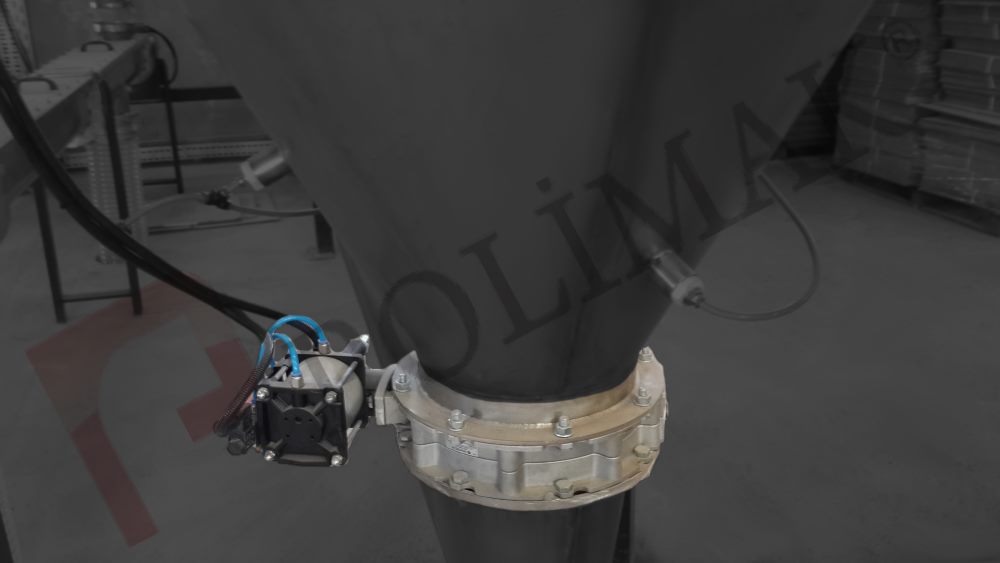
Buttterfly Valve Application Examples
Silo discharge buttterfly valves are generally actuated by pneumatic actuators. They are used for opening and closing product flow automatically to discharge the product to downstream equipment.
Manually operated butterfly valves installed below silos or hoppers are generally used for maintenance operations of equipment like rotary valve, screw feeder etc that are installed below buttterfly valve.
Buttterfly valves can be installed at the inlet and outlet of dry bulk mixers. Feeding of powdered or granular materials are done before mixing. And mixed product is discharged after mixing.